 音響評鑑
音響評鑑 綜合擴大機評鑑
綜合擴大機評鑑




























|
文•郭漢丞 圖•郭漢丞 2011年參訪PMC原廠,是PMC二十週年紀念活動的第二場重頭戲,結束在O2廣場與Radison飯店的產品發表會之後,第二天在PMC的安排下,來自全球各地的代理商、經銷商與音響媒體等,搭乘巴士從倫敦啓程前往PMC工廠所在地魯頓(Luton),車程大約一小時(如果高速公路不塞車)。 人!才是製作好產品的核心 我在2006年來PMC時也是從倫敦出發,但搭的是火車,車程大約40分鐘,不過這次搭巴士也很輕鬆,我們避開交通尖峰時段,一路順暢,不一會兒就抵達PMC工廠。九月天的英國理當已經入秋,而且該是秋意甚濃了,打包行李的時候也特別準備了外套,以備不時之需,但今年的秋天反常高溫,我們在倫敦將近一個星期,最高溫高達攝氏29度,簡直比台北還熱,生怕這氣候異常是地球溫室效應的影響。不過遠的事情不多想,好天氣倒是讓這次PMC之旅更顯愜意,來自各地的PMC代理商在車上也聊得很愉快,行銷經理Keith笑著說:「這次二十週年慶的活動,最不能掌握的因素就是天氣,還好天公作美,一連好幾天都是萬里無雲的好天氣,也讓大家心情跟著放晴。」
因為參訪團人數眾多,工廠又不是設計來讓這麼多人參觀的,所以訪客們要分組參觀,全程由行銷經理Keith與歐洲地區業務經理Mike陪同講解。在進入工廠的第一站,Keith簡單說明了PMC把喇叭做好的「關鍵」,第一項就是「人」!Keith說PMC的員工流動率很低,許多人都在公司裡面工作多年,不僅技術熟練,更瞭解PMC製作產品的理念:他們不是做大量生產的喇叭,而是製作性能頂尖、精緻手工的喇叭。也因為相信這些基本的生產邏輯,現場人員不會「趕」,而是更注意細節,慢工出細活,寧可慢一些,但一次就要把工作做對做好。
百分之百的零件檢驗 參訪PMC工廠的第ㄧ關是零件檢驗區。Keith說從PMC創立的第一天開始,他們就這麼做:所有進入工廠的電子零件「百分之一百」檢驗,依照數值分門別類儲藏,才送入生產線。為何要這麼麻煩地把電子零件全檢、紀錄、入庫?目的就是要確保產品的一致性。Keith表示,PMC選用的電子元件都是歐洲知名廠家,品質本來就很好,但檢驗並不是不信任供貨廠商,而是電子元件本來每一批貨都會有些許誤差,對零件廠來說是正常的誤差,但對PMC而言,不同批號的電子元件代表最終喇叭成品存在誤差,所以他們設定了一個很嚴格的「誤差容許值」,只留下合格的元件。此外,所有測試數值都有紀錄,如果日後出廠的PMC喇叭有問題,可以追本溯源,找出和原始零件最接近的新零件更換,這樣才不會因為換了零件,連聲音也變了。
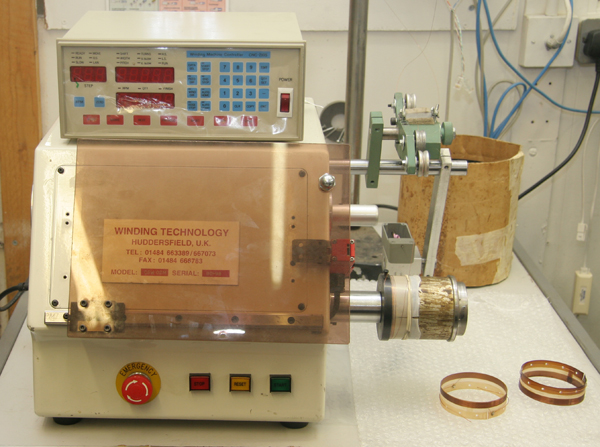
關鍵單體自行設計製作 PMC喇叭有部份使用外購單體,但他們也自己製作單體。在工廠參訪的第二關,我們看的就是單體的製作。什麼單體這麼重要?PMC一定要自己做?當然是75mm軟凸盆中音,那可是PMC漂亮中頻的靈魂元件!Keith指著繞線機,看似簡單,他說繞線時線圈會穿過Epoxy乳膠槽,沾上適量的乳膠,讓線圈與音圈筒接合。Keith說乳膠的選擇是關鍵,繞線的速度也是關鍵,這樣才能控制Epoxy膠足夠膠合固定,同時不會增加太多質量。繞好線的音圈接著要送入240度的烤箱,烘烤40分鐘定型。請注意,這段工作都是純手工,靠的也是熟練的技術人員。
接下來Keith帶我們到一個大工作台旁邊,上面已經準備好零件了,那是75mm中音單體的分解零件,由Keith示範組裝。Keith很不好意思地說,他很久沒有組裝了,不熟練可能會裝錯,要大家包涵,畢竟他是做行銷的,不是負責生產的。Keith一段段組裝,這75mm中音單體零件可真雄壯,Keith指出內中的銅蓋是PMC的設計,和ATC不一樣,用以增加磁隙之間的磁力。在最後組裝75mm軟半球振膜之前,Keith特別指出PMC自家75mm中音單體的「祕密」。
更上層樓的PMC 75mm中音軟半球單體 什麼祕密?Keith說原本ATC的中音單體性能很好,但Peter發現這只中音在測量時有一些頻率響應不平直的地方,他花了好些時間尋找問題的來源,後來才知道原來是振膜後面的空腔作祟,所以Peter增加了一塊小海綿,藏在軟半球振膜裡面,用以吸收背波額外的能量,如此一來頻率響應更為平直,中頻也更為乾淨了。看似很小的改良,但聲音的魅力就藏在這些看不見的小地方。
75mm的軟半球振膜表面怎麼做?靠手工「塗抹」,每一個都是人工用畫筆塗上去的。Keith說這項工作要花時間訓練,至少六個月才能學會「均勻塗抹」這項功夫,這樣頻率響應纔會平直漂亮。此外,就算是熟練的工作人員,不合格率還是將近1/10,真是耗時費力,也代表成本相對很高(這可是英國的人工成本)。從前面音圈繞製、振膜塗佈、反覆烘烤乾燥、組裝......,究竟要花多少時間才能完成一個75mm中音單體?Keith回答:「大約一個星期。」
音箱內外都貼木皮 由於參訪PMC時機正值二十週年,也剛好是「二十週年紀念系列」Twenty出貨的高峰,所以工廠全部的產能都在Twenty上面,看不到其他型號的PMC喇叭。Keith指著一旁Twenty喇叭尚未組裝的音箱,他請大家注意音箱內部,一樣是實木貼皮,雖然藏在看不到的地方,PMC一樣用心。Keith說音箱內外都貼皮,為的不是好看,而是讓音箱內外的壓力平均。
在PMC工廠看不到製作音箱的木工機具,因為他們不生產喇叭木箱。Keith說他們一直找英國知名的高級傢俱代工製作音箱,而PMC的傳輸線式音箱因為結構很複雜,其實很難找普通的傢俱工廠製作,甚至他們合作的夥伴也常常抱怨,怎麼PMC的音箱那麼難做。Keith說他們找音箱工廠常常要靠交情,不然這麼難做的音箱,大部份工廠都不願意做,他們覺得做PMC的音箱實在太耗時間了。
外購的音箱怎麼做品質管制?Keith說外觀檢視比較單純,用眼睛看就能檢查,但結構的部份要靠現場工作人員,他們會在音箱周圍輕輕用手敲打,如果敲打的聲響聽起來不均勻,代表內部結構可能做得不夠紮實,PMC就會退貨。關於音箱的品管其實在每一個製作關卡,一直都在執行,因為工作人員要反覆在音箱上面安裝單體、分音器等零件,一邊製作就一邊檢查音箱是否有瑕疵。 儀器測試與人耳試聽雙管齊下 喇叭完成之後的最後一關,就是品管。這次沒有看到實際品管操作,Keith只好口頭解釋。PMC的品管區放著所有PMC喇叭各種型號的「參考機」,那是設計完成之後的「最終標準」,也是所有完成後PMC喇叭的「測試比對標準」。喇叭完成之後,品管區會利用儀器測試,並與「測試比對標準」的數據對照,如果測試數據在誤差容許值之內,代表完成品通過第一關考驗。第二關則是實際聆聽,把完成品和測試參考喇叭接上擴大機,用人耳聆聽驗收。
手工打造比機器好聲 Keith在每一個生產流程中間,不忘和大家解釋特定的零件來源,絕大部份都來自英國,有部份單體是PMC提供材料,請Seas幫忙製作,來源也是歐洲。Keith表示他們刻意選用英國零件,為的就是保持PMC「純正」的英國血統。Keith歸納了PMC的市場優勢,他說PMC的規模並不算大,但他們很認真地看待「純正英國音響」這件事,而且是純正的「英國工藝」。在PMC工廠裡,手工流程佔了大部份,從零件配對、單體組裝到分音器與單體安裝,幾乎都是手工製作。Keith很認真的說:「不是我們不願意用機器,但多年生產經驗告訴我們,手工製作真的比機器自動生產要來得好聽!」
看完PMC生產的全歷程,我不禁要想,Peter Thomas談傳輸線式音箱的設計,純然是科學,但他們生產的過程卻是如此「手工化」,或許,在嚴謹的音響設計技術之中,能讓喇叭發出好聲的關鍵,恐怕還是一點一滴的手工製作,而PMC諸多工作人員溫暖的手,真實地賦予了PMC重現音樂的熱情與溫度。 廠商資訊 進口總代理:瑩聲 電話:(02)2805-3569 網址:www.jadex.com.tw
|












.png) 回上一頁
回上一頁.png) 回評鑑首頁
回評鑑首頁.png) 加入最愛文章
加入最愛文章