文•郭漢丞 圖•郭漢丞
廠長Thomas Werner引導我們轉入ELAC進行QC檢驗的房間,他說ELAC擁有許多昂貴的檢驗儀器,全部都是為了滿足品質管制的要求,不過這些儀器花錢就有,理論上只要願意投資就行,ELAC只是屬於那些願意為了品質投資的音響廠商之一。但QC這一站,Thomas倒是讓我開了眼界。
超級嚴苛的單體極限測試
Thomas從旁邊拿了一個可以調整燈光頻率的燈,一邊把ELAC的低音單體連接在測試機器上,開始測試時可以看到振膜劇烈地做活塞運動,此時Thomas拿著燈照在單體上,調整頻率,當燈光閃爍頻率正確時,我們可以看到單體運動時的「慢動作」。這個「慢動作」的道理很像我們調整LP轉速的轉速表一樣,間隔和燈光頻率匹配時,可以用眼睛觀察轉速正確與否,只是在這裡Thomas用了頻率可調的燈光照在ELAC單體上,讓我們可以仔細觀察單體的運動。
 |
|
測試ELAC中低音單體所使用的擴大機,廠長Thomas正在接線準備測試。擴大機上面的儀表是用來調整輸出功率,採RMS連續輸出功率驅動單體,從5瓦慢慢加到60瓦RMS。ELAC的單體測試可不是測個幾秒就算數,而是連續好幾分鐘用大功率驅動,把單體操到極限,能過關才算品管合格。 |
 |
|
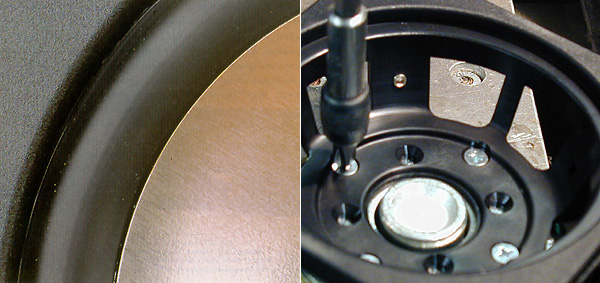
用頻率可調的燈光照射可以觀察單體運動的慢動作,原理類似LP玩家使用的轉速表,肉眼看不清楚的單體運動,在正確的頻率下就變成慢動作了。 |
 |
|
燈光的頻率和單體運動的頻率對了可以看到單體以前後3公分的幅度慢慢地活塞運動這時已經將ELAC單體操到極限了還是靜悄悄沒有雜音或失真 |
Thomas說這單體「慢動作」並不是要表演給我們看的,實際上每一個在Kiel製作的ELAC單體都必須經過這段「視覺觀察」測試。Thomas請我們仔細看著單體運動時的「慢動作」,此時單體前後運動的距離非常誇張,以ELAC高階的LLD單體來說,單體往負運動最大是+/-1.5 cm,我們看著單體的慢動作,幾乎懸邊都要凹下去了,單體還是正常的工作著。
 |
|
儀表板指示著輸出功率連續功率60瓦,還要連續操個幾分鐘,真是喇叭單體的地獄等級測試。我們在現場看的時候,喇叭懸邊幾乎都要凹下去了,但是單體依然正常工作。怎麼判斷是不是正常工作?在這麼嚴苛的強力驅動下,一般單體早就已經因為音圈變形或軸心歪斜,產生機械噪訊,明顯地有吱吱叫的聲響,但ELAC這個AS-XR水晶振膜單體雖然「恐怖」的用最大活塞運動距離操作,我們只看到音圈與振膜在燈光照射下「慢慢」的運動,卻一點雜音也沒有,難怪ELAC的單體那麼耐操。 |
Thomas說:「你看,單體這麼劇烈的運動才叫極限測試,就算單體到達極限,音圈依然沒有崩潰變形碰觸到磁鐵,機械動作依然正常,不產生失真。」原來ELAC發現一般的測試儀器只能測出單體的「基本性能」,但沒有辦法測試出在最嚴苛的狀況下單體究竟能否正常工作,於是Thomas想出這種用看的測試方法。當他表演給我們看的時候,持續輸出功率大約是60瓦,Thomas說用這樣的功率固定而連續地驅動單體,用不了幾分鐘音圈就會變得很燙,大多數普通單體就會崩潰發出雜音,但ELAC的單體全部可以通過這種超級嚴格的品管考驗。我也是第一次看到這麼誇張的測試方法,ELAC的單體竟然有這樣的能耐,真是嚇人,如果拿一般的低音單體來做相同的測試,我猜可以過關的不多。
 |
|
左:為了經久耐用,ELAC全部選擇橡膠懸邊,前後運動幅度達3公分。右:ELAC單體框架都是塑膠一體成型,而不使用金屬框架,廠長Thomas說這是為了降低諧振失真。 |
誇張的低音單體慢動作測試,讓Thomas想起來要介紹ELAC的喇叭懸邊。Thomas說ELAC的喇叭懸邊全部是橡膠材料,理由很簡單,就是經久耐用!Thomas告訴我們,泡綿懸邊有一定的壽命,大部分泡棉懸邊大約五年就要老化故障,他從來沒看過泡棉懸邊可以超過八年不壞,而ELAC認為他們所提供的喇叭產品要能讓消費者用上一、二十年都不出問題,所以他們一定不會使用泡棉懸邊,而ELAC所使用的橡膠懸邊,Thomas說至少十年以上不會壞,甚至耐用到二十年以上都有可能。
實事求是、數據管理
 |
 |
|
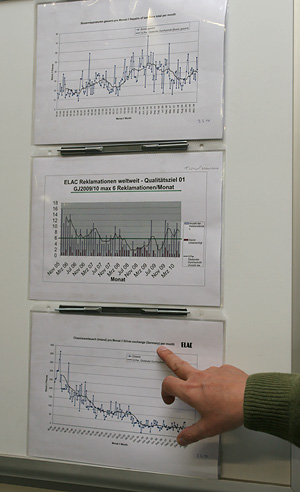
這幾個圖表是廠長Thomas最重要的管理參考依據,紀錄了十多年來的生產良率紀錄。從圖中一路下滑的不良率,可見ELAC的生產管理效率一直在進步。 |
廠長Thomas在引導我們參觀ELAC工廠時,不斷提到嚴格的品質管制,在這棟一層樓佔地約2500平方公尺,總共三層樓的ELAC廠房當中,Thomas帶領著不到三十人的製造團隊,打造出一對又一對ELAC喇叭,無論任何價位,Thomas都用相同嚴謹的態度生產ELAC喇叭。品質管制並不是在最後完成的關卡才執行,而是從原料一進入Kiel廠房時,品管檢驗的流程就已經展開。我問Thomas,究竟一對喇叭要經過多少次檢驗流程?Thomas想了一下,他說從原料檢驗、生產過程中各部元件檢驗,一直到完成品與包裝檢驗,一對ELAC喇叭至少要經過120種QC測試,如此重重把關,難怪ELAC能做出品質穩定的產品。
在QC檢驗區裡,Thomas指著牆壁上一張統計圖表,他說這是一個非常重要的圖表,上面紀錄著十多年來ELAC喇叭的售後服務記錄。Thomas指著其中一張圖表說:「這是ELAC的『客訴』紀錄,所謂的『客訴』(customer complain)記錄包含所有大大小小的問題,譬如消費者買了ELAC喇叭,拆箱之後發現外觀有一點小刮痕,或是跟哪一家音響店買喇叭,但是店家服務態度不好等等,任何雞毛蒜皮的小事對ELAC而言都是『客訴』。」把這些大大小小的客訴紀錄下來,累積成重要的管理數據,Thomas指著圖表解釋:「你看,1994年我們記錄到最多客戶抱怨的紀錄,一個月有250筆,到了2000年的時候,數字已經改善非常多,而2009年的紀錄可以看到,我們已經降低到每個月10件。」
 |
|
測試品管區一隅 |
 |
|
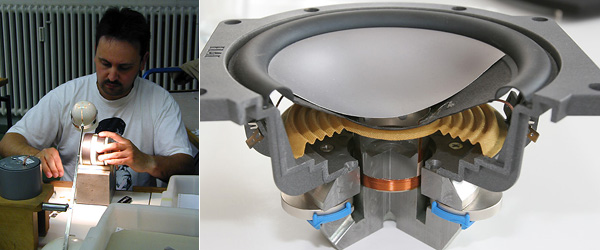
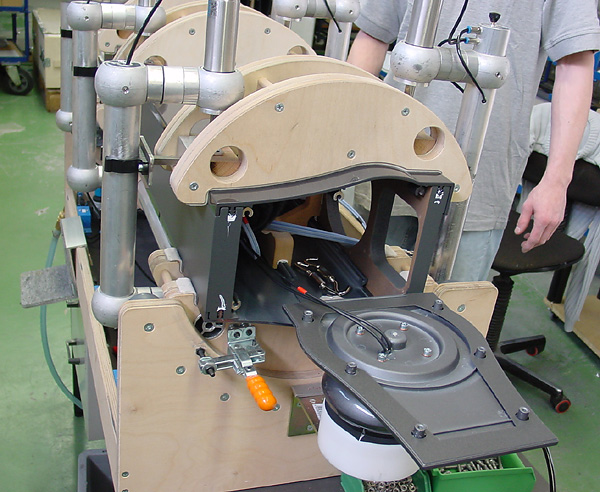
左:ELAC單體磁鐵引擎的組裝。右:使用釹磁鐵的中低音單體這也是ELAC最厲害的技術之一,圖中可以看到底部的圓形磁鐵,5個排成一圈,這些都是強力釹磁鐵。 |
 |
|
|
X-JET製作使用的模具 |
從這裡可以看出ELAC實事求是的精神,透過數據統計建立管理目標。作為ELAC最重要的生產管理者,Thomas希望ELAC的客訴數字降低到零,但ELAC喇叭行銷全世界,再怎麼嚴謹的生產也不可能達到百分之百的滿意度,Thomas為生產團隊定下一個管理目標,希望客訴降低到每個月少於6件。Thomas說用口號宣傳ELAC喇叭有多好,不能真正改善品質,而他所做的管理方法非常實際,非常有德國式的管理精神,就是根據數字建立目標,一點一點地朝理想值前進,如果數字顯示往好的方向走,代表管理方法正確,如果數字顯示客訴增加,代表有管理流程某個地方的螺絲鬆了,他得要想辦法補強鎖緊。
 |
|
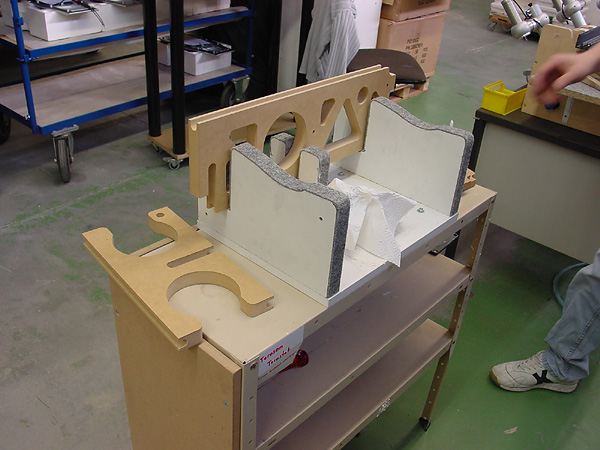
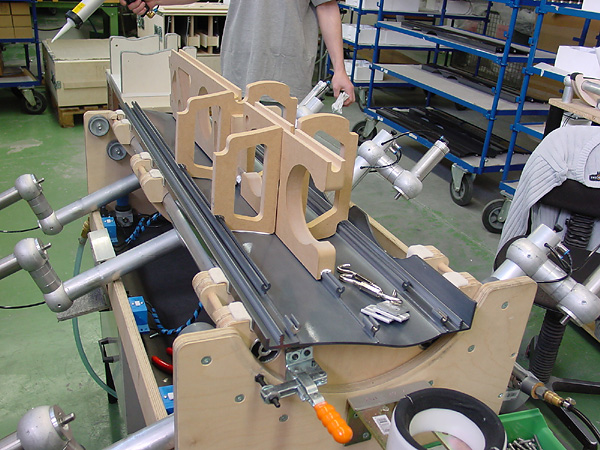
製作單體的過程,工作人員要先把模具放在機器上,這些模具最重要的功能就是做好組裝的校準工作。 |
 |
|
廠長Thomas解釋模具如何配合機器校準,製作X-JET單體則另有巧妙。 |
保守的性能規格標示
這種嚴謹的態度也表現在ELAC喇叭的原廠規格數據,就算我們在ELAC工廠裡面看到Thomas那種近乎毀滅式的強力單體驅動測試,ELAC單體還能正常工作,但他們卻經常很保守地標示承受功率60瓦RMS,而我們在台灣經常看到很多人用三百、五百瓦的大功率後級催逼ELAC喇叭,在音響展上此間代理商就經常拿150瓦的Linear Acoustic後級狂暴地操兵JET 310.2 CE,在大空間展現小喇叭驚人的實力,依照ELAC的規格,JET 310.2 CE早該被操壞了,但實際上幾乎沒聽過ELAC喇叭操到燒掉的新聞,現在來ELAC終於知道了,原來他們根本就是超級保守標示規格,承受功率是紮實地連續輸入功率測試,讓音圈操到極高的溫度,把彈波、懸邊、振膜都驅動到極限的狀態下進行品管測試,也難怪Thomas驕傲地說,能通過ELAC這麼恐怖的品管測試,他相信每一對由他簽字認可出廠的ELAC喇叭,絕對堅固耐用,符合所有人對德國產品高品質的期待。
 |
|
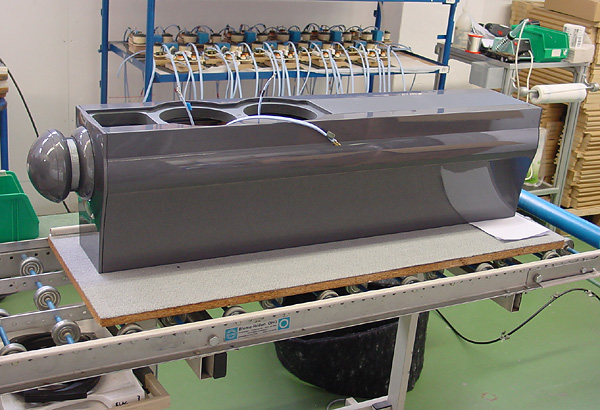
製作中的音箱,這才剛剛開始,可以看到箱體內部還有許多看不到的補強結構。 |
 |
|
音箱的各部元件也需要靠膠水黏合。各式各樣的膠在喇叭製作的過程中可說無所不在,該怎麼選、怎麼用?才能讓喇叭耐久不壞,都是音響廠家最重要的Know-how。 |
 |
|
ELAC的音箱外部都是金屬機箱,工作人員正在把MDF補強結構與金屬箱體用膠水固定起來。 |
 |
|
內部框架安裝完畢,把金屬箱體的六個面組裝起來,用模具壓緊固定。 |
 |
|
箱體組裝完畢,接下來要把分音器與單體組裝起來。 |

|
|
完成後的喇叭成品,下一步要送去QC品管測試。 |
 |
|
完成的喇叭在輸送帶上整齊排列,經過擦拭、檢查外觀之後,就可以打包出貨了! |
廠商資訊
進口總代理:仩益
電話:02-2599-2598
網址:www.elac.com.tw
|
 音響評鑑
音響評鑑 綜合擴大機評鑑
綜合擴大機評鑑





























.png) 回上一頁
回上一頁.png) 回評鑑首頁
回評鑑首頁.png) 加入最愛文章
加入最愛文章