文•郭漢丞
PMC工廠位於魯頓(Luton),地理位置大約在英國中央,離海邊較遠,早年是生產汽車引擎的重鎮,但是隨著1970年代英國汽車工業的衰落,商業型態逐漸轉變為貨運中心,魯頓機場是英國第三大,連火車站都稱為「Luton Airport Parking Way」。除了長程的國際線之外,Luton機場與歐洲的運輸網路可說四通八達。從倫敦到魯頓,最方便的交通工具還是火車,車程大約40分鐘。這次PMC的參訪行程還邀請了洋活錄音室的錄音師王秉皇一同前來。洋活也是PMC的愛用者,包括最大型的BB5主動式系統、AML1、LB1與DB1,都是王秉皇平常工作使用的鑑聽喇叭。
 |
|
英國最方便的交通工具,就是四通八達的火車與Underground地鐵。 |
英國火車運輸發達
 |
 |
|
在轉車之際,我特別到King’s Cross車站拍照,這是「哈利波特」趕上學穿牆而過的「9 3/4月台」。 |
一行三人從倫敦出發,從Underground地鐵轉搭火車,抵達Luton Airport Parking Way車站。抵達Luton車站時,業務總監Miles Roberts已經開著雪鐵龍休旅車,在停車場等著我們了。Miles戴著全反光的酷炫墨鏡,見了面先問我們會不會覺得天氣太熱,原來五月初的英國才剛進入春天,通常不會有將近攝氏30度的高溫,但是我們造訪PMC時的天氣卻出奇的好。從魯頓火車站到PMC工廠,開車大約5分鐘,沿著鄉間小路左彎右拐,不一會就抵達PMC的工廠。
這次到英國採訪,並不只參觀PMC一家,還包括了Nottingham與Armor Group(QED所屬的集團),工廠所在地都遠離倫敦,但每一家公司和火車站的車程都不到十分鐘。由此看來,便捷發達的火車運輸和英國城鎮的發展息息相關,而Miles告訴我們,PMC選擇魯頓作為生產基地,是因為地利之便加上相對便宜的廠房。
採訪拍照完全不受限
PMC工廠的現址並不是創業時的地點,而是2002年才搬過來的。Miles說那時候PMC的業務擴展很快,既有廠房不敷所需,但他們一直想留在魯頓,剛好找到這個廠房,價格很漂亮,於是決定買下來。在前往工廠沿路上盡是綠意盎然的鄉村景色,看不出任何工業區的痕跡。甭說煙囪林立,看得到的煙囪只有家家戶戶的壁爐通風口。不過仔細想想,像PMC這類專業喇叭製造廠商,屬於低污染、高附加價值的生產者,也就不需要選擇集中式的工業區。
整個PMC工廠的參訪過程,由老闆Peter Thomas、行銷經理Keith Tonge與Miles Roberts全程陪同,在進入工廠之前,我禮貌性地詢問Peter,有沒有哪些地方屬於商業機密不能拍照?Peter大方的說隨我想拍哪裡都可以,有需要還可以請Keith幫忙取景。他說喇叭的設計並不是看過就能理解,其中有許多奧秘,都是經年累月的經驗,此外每一款喇叭的設計都是整體考量,而不是採用某一種昂貴的料件就可以發出好聲,所以請我盡量拍照,他相信PMC的技術不是看看照片就學得起來的,果然對自家Know-How有信心。
進入PMC主要的生產廠房,大致區分為單體製作、箱體組裝、測試與包裝四個區域,生產線並不複雜。接下來我們從進料、單體、分音器製作、音箱與組裝到最後包裝,瞭解PMC喇叭誕生的過程。
元件測試品管
 |
|
|
Keith表示,所有進廠的的元件必須經過100%測試,在人工昂貴的英國,百分百測試的堅持更顯難能可貴,也難怪成本高居不下。 |
走進工廠的第一站,我們來到料件儲存中心,這裡存放各種電容、電感等被動元件。料件倉儲其實看來並不特別,就是貨架上面擺放著各種紙箱,分門別類標示料號,不過Keith第一站就帶我們來這裡是有原因的。
他指著一旁用塑膠袋包裝起來的被動元件,這是採買進來的元件,還沒有經過測試,而一旁小工作檯上面擺著測試儀器,Keith說每一個元件都必須經過測試,記錄數值,分門別類擺放,而且強調PMC的被動元件都是百分之百測試。
百分之百測試分類,在人工成本昂貴的英國,這道工序所費不貲,但PMC卻堅持這項耗時而高成本的工序。Keith表示,所有元件逐一測試是PMC能在專業市場立足的重要的堅持。首先為了達到每一款喇叭都擁有相同的性能,零件誤差值必須維持在5%以內。大部分的元件供應廠都能提供標準化產品,但實際上工業製品的誤差值很大,PMC只好手工篩選,降低元件的差異性。
庫存提供長期保固
手工逐一測試元件的第二個理由,是為了長期的維修所需。Keith說喇叭上的零件數值,PMC都有詳細記錄,從產品序號就可以查詢詳細的生產料件批號。萬一喇叭使用許多年以後,像是電容可能自然老化,只要代理商提供序號,就可以查詢原始零件的測試數值,提供和出廠時最接近的元件更換。換句話說,無論你所使用的PMC喇叭是貴還是便宜,只要有維修的需求,此間代理商都可以從原廠訂購與出廠規格最接近的被動元件,不用擔心換了零件以後聲音會產生變化。
 |
|
分類完成的零件箱,清楚標示元件的誤差容許度。只要提供產品序號,代理商就能為客戶更換與出廠時最數值接近的元件。 |
原來,PMC當年創業時就以BBC這些專業錄音室作為主要客群,要做錄音室的生意,不僅產品要好,耐操不易故障,還必須提供長期維修保固,而BBC出身的Peter,更瞭解生產過程中所有文件建檔的重要性,是提供專業服務的基本功,練不好,就進不了專業市場。從元件就測試建檔,只要客戶提供產品序號,就可以調出與出廠時誤差最小的替換零件,保障客戶對聲音長期且一致的要求。
單體製作:in-house生產PMC 75mm中音
|
|
 |
|
繞線中的音圈,全部採用手工製作,而且都是有經驗的「歐巴桑」處理。PMC的員工穩定性很高,幾乎每一位都有將近十年的資歷。 |
單體製作區同時也是PMC的電子部門,包括分音器、擴大機模組的組裝都在這裡,採工作站的型式擺設,而不是生產線的設計,產量顯然不大。看到擔任組裝的人員,大多是有些年紀的「歐巴桑」,Peter說他們在PMC工作得時間都滿久的,而單體的製程大部分都採用手工生產,所以組裝人員的經驗非常重要。
在我們抵達之前,細心的Keith已經在工作檯上把一只PMC 75mm中音單體分解開來,方便我們研究其中的奧妙。我想PMC招待各地媒體參訪的經驗應該很多,所以知道大家對於PMC最好奇的還是這只75mm的軟凸盆中音單體。其實,75mm軟凸盆中音單體並不是PMC原創,而是從ATC開始,並且成為ATC的重要象徵。PMC創業初期也是直接使用ATC的軟凸盆中音,但經過幾年之後,Peter決定自己生產PMC的自製單體。
PMC為何要自己製作這只大尺寸的軟凸盆中音?Peter表示,採用別人製作的單體,經常必須忍受品質不穩定的問題,一般被動元件經過測試分類,可以讓誤差值降到最小,但單體如果配對差異太大,對生產品質的穩定性影響很大,所以當他們的銷售越來越穩定,有足夠的財力可以投資生產自家單體,Peter很快的就決定著手自行製作單體,而中頻段對於音樂表現有著舉足輕重的影響,更顯示出這款75mm軟凸盆中音對PMC的重要性,所以從這裡開始著手。Peter說ATC的中音單體其實性能很好,但是效率偏低,對喇叭設計者而言,在三音路喇叭系統中,要和高音與低音單體的效率達到均衡,ATC顯得難度較高,這些都促成Peter想要製作自己心目中理想的軟半球中音單體。
 |
|
中音單體的表面塗佈工作全靠手工,反覆均勻塗抹,至少需要六個月的訓練才能上手。圖左下為經過烘烤完成的中音單體振膜。 |
PMC這只75mm軟凸盆中音單體,外觀看起來和ATC幾乎一樣,但是Keith特別把單體拆開,就是要方便Peter解說PMC專屬軟半球中音的不同之處。基本上這只軟半球高音的振膜部分採用亞麻纖維(linen),是韌性高的長纖維,但光是這個亞麻長纖維半球還不能發聲。我們經常說某些喇叭使用絲質高音,其實光是絲並不能發聲,而是表面塗佈的振膜推動空氣,才能發聲,採用絲質材料目的是要讓振膜成形,塑造聲波擴散的半球面。PMC的75mm中音單體也是同樣的原理,將亞麻長纖維半球面內外塗佈薄膜,乾燥之後就成為發聲振膜。
雖然軟半球中音的基本發聲原理和軟半球高音一模一樣,但是製作難度更高。和軟半球高音比較起來,軟半球中音單體的表面積大了許多,不像高音可以很容易均勻的塗佈薄膜,PMC中音上漆的工作全部仰賴手工,內層與外層以不同的塗料,慢慢均勻塗抹。Peter說這項工作一般人至少要學六個月,才能獨立工作,甚至有些人還學不會。為何PMC要採用軟半球中音?Peter說如何搭配單體仍是從設計取向來決定,軟半球中音的優勢,就是比錐盆中音擁有更大的擴散角度,更容易達到寬闊而自然的音場表現。
單體拆開之後,我們可以發現音圈尺寸特別大,Keith說,甚至有些15吋低音單體的音圈也不過這麼大。大型的音圈以手工繞線,整個音圈由音圈筒和繞線組成,由於音圈負責快速的活塞運動,以推動振膜發聲,所以要具備低質量與高剛性,同時還要有良好的散熱特性。
PMC所採用的音圈筒材質是PTTE玻璃纖維材料,採手工繞線,特製的繞線機會先讓繞線經過特殊的黏劑槽,以均勻上膠,然後慢慢地「轉動」繞線,把線圈黏在音圈筒上面。不過光是黏膠無法讓音圈承受實際工作時的高熱,接下來要把繞好線圈的音圈送入「烤箱」,以攝氏200度的高溫烘烤40分鐘定型。經過烘烤的音圈,最後還要打上小洞以增加音圈的散熱功能。既然是專業用途的喇叭,PMC都能承受很高的功率輸入,當輸入功率提大,單體運動劇烈時,自然發熱也隨之增加,這些細部的散熱設計,目的就是要提高單體的功率承受力,同時減少因為音圈過熱而產生失真的機會。
|
|
 |
|
固定音圈極線的端子,設計特殊的孔洞,避免固定不良產生諧振,也是PMC中音單體的特色。 |
此外,PMC軟凸盆中音單體的音圈的接線,經由兩側特殊設計的管路連接,而且音圈引線與單體正負極的連接,不採用焊接,而是使用Silicon膠固定,以降低音圈運動時產生的失真,也是和ATC不同的地方,Peter說這項改良可以降低振膜運動時,因為正負引線震動造成不良諧振。所以即使PMC的中音和ATC外觀很像,但骨子裡已經增加許多Peter多黏研究的心得。
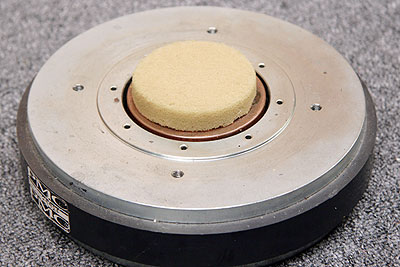
還有哪裡不同?Keith最後拿出一小塊泡綿,這是藏在振膜內部的秘密,PMC發現軟半球振膜中空的部分,會受到諧振影響產生細微的失真,造成鈴振,簡單講就是可能會發出刺耳尖銳的聲音,於是經過重複實驗,找到適當的泡綿塞在中間當作阻尼物。
 |
|
|
PMC中音單體的秘密,還包括中央放置軟性泡綿,以吸收不良諧振。 |
講了這麼多好像有點複雜,究竟PMC的中音和ATC所生產的中音差別在哪裡?內部裝置泡綿與音圈固定的方式不同是關鍵,其他如振膜、強力驅動磁鐵總成大致類似,但為了增加頻寬,PMC還增加了銅環。言談之中,Peter並沒宣傳PMC自家的的中音單體比ATC好聽,但強調PMC自家的這只75mm中音單體比ATC的整體效率高出許多,大約是95dB。
這款中音有多重?當場一問大家竟然都不知道,Keith猜10公斤,另一位同仁猜6公斤,可是大家都是用猜的。隔壁負責安裝MB2的同仁自告奮勇過去秤重量,結果答案是8.5公斤,真不簡單,一個75mm的中音單體重量,竟然幾乎和尺寸大一倍的低音單體一樣重。
講了這麼久都在談PMC的中音單體,那低音單體和Nomex平面振膜單體呢?原來低音單體是從英國Volt的製品,尤其是BB5和MB2上面那「八爪魚」式的金屬框架,PMC工廠並沒有相關的生產機具。雖然是Volt的單體,但是提供PMC使用的型號都是特殊規格,外面買不到。
Peter特別解釋,MB2與BB5上面使用的「八爪魚」大尺寸低音單體,其實外面的金屬框架不僅是用來固定單體,也不是故意做得雄壯威武好看用的,實際上音圈和整個金屬框架連接在一起,最重要的功能就是協助音圈散熱。和中音單體的音圈打上小洞的道理一樣,整個低音單體的框架都能幫助散熱,目的就是為了提高輸入耐壓與降低音圈過熱產生失真。至於Nomex單體,Peter說蜂巢式結構的Nomex材質具備高剛性與低質量的物理特性,以往應用在航太工業,是非常優秀的振膜材料,但是在應用時也有部分限制,他花了一些功夫才瞭解如何控制,目前PMC共有三款喇叭使用Nomex單體,分別是AML1、EB1與IB2。
|

|
|
圖左型號為IB2;圖右則是AML1。 |
|
 音響評鑑
音響評鑑 綜合擴大機評鑑
綜合擴大機評鑑

































.png) 回上一頁
回上一頁.png) 回評鑑首頁
回評鑑首頁.png) 加入最愛文章
加入最愛文章